



On the heavy-duty table in front of us lies a huge aluminium sarcophagus. One by one the thick retaining bolts are unscrewed and carefully removed. D’art cracks open the two sides with a firm pull on a lever, the mould opens a fraction and for some reason we all step back, holding our breath. Like a clam shell revealing a pearl, contrasting against the smooth, polished sides of the mould, a perfect chevroned weave of carbon fibre glints in the overhead lights: the new Hope HB.160 is born.

The words “Made in the UK” still carry a nostalgic overtones, embodied by cult brands like Triumph, Caterham, and indeed, Hope Technology. Hope are a very British success story, based in Barnoldswick, Lancashire, where their mastery of aluminium and focus on rugged reliability has kept their products at the peak of desirability since 1989. Never the lightest, or cheapest, but always tough. Hope work at a different pace, innovating only when necessary regardless of new model years or a rush to create the next “latest and greatest.” Until now they have been synonymous with aluminium, true CNC wizards – but things are changing.

“They call me D’art, after D’artagnan the musketeer, because I used to have a goatee beard. It’s a bit annoying, as he was not even a real musketeer.”


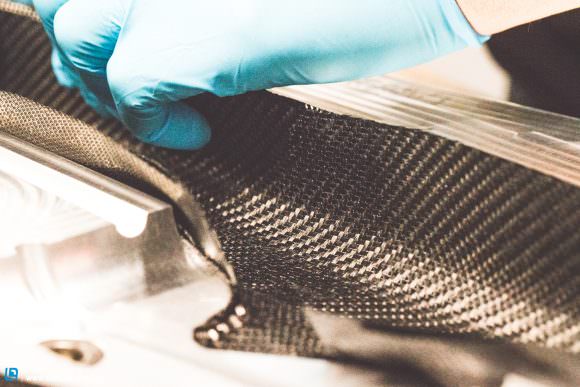
There’s an acrid smell of hot metal and machine oil hanging on the air. Behind us banks of huge CNC machines hum rhythmically as lines of coordinates scroll quickly down the displays. However, we’re not here to see Hope’s latest aluminium sculptures – we’re here for something more exciting. As we walk over the huge factory floor, surrounded by hoppers full of aluminium swarf, at the end of the mechanized space is a well-lit room, clinical, white, and clean. Over the door hangs a simple sign, “The Carbon Room.” Inside, the air smells fresher and everything is new and immaculate. Large tables dominate the space, and on two tables, Olympic Chris and D’Art work carefully over two huge aluminium moulds. Olympic Chris is the man behind the carbon in the new HB.160, with over thirty years’ experience working in composites for aerospace, Formula 1, and Olympic track bikes (hence the nickname). As he talks, Chris effortlessly lays pre-cut sheets of carbon cloth into the HB.160 mould. Like a giant puzzle, the bike is slowly formed one sheet at at a time. “The final layup we see now has been confirmed after many prototypes. Early front triangles were heavy at 1.2 kg, but in use they were massively over engineered – after a careful redesign, the frame has been optimised to 900g without loss of strength.”





Now, anyone can produce a half-decent aluminium or steel bike with a welder and some metalcraft skills, but for carbon you need a female version of the frame, a mould precision-cut from a lump of aluminium the size of a coffee table. The mould is the heart of the HB.160, but it doesn’t come cheap – running twenty-four hours a day on a huge CNC machine, it takes over four days to cut each side of the mould. As we walk around the factory floor, we watch a new size small mould being worked on. Coordinates flash by one by one on the digital screen, and I notice line 60,000 passing. “That’s a lot of coordinates,” I mention. “Oh, that – that’s just for a tiny section near the dropout,” the machinist explains. The huge CNC machine stops frequently, hoovering up the next batch of instructions, before bursting to life again and slicing away. It’s perhaps no surprise that a mould can cost upwards of €100,000 to be fabricated; multiply that by a number of different sizes and you can see how expensive it can become to meddle in the dark art of carbon fibre. Of course, Hope can manufacture their own moulds in-house, an advantage that is huge in such a competitive sector.

Back in the Carbon Room, starting with the decorative top sheet, Chris gently layers down his secret combination of cloth and unidirectional fibres. Each pre-cut sheet is placed in its precise location, pre-impregnated with resin but still malleable. It’s hard to imagine that something so soft and fine can be transformed into a frame that’s so strong. Once Chris is happy, everything is checked and rechecked, internal bladders are added, and the heavy mould is lifted, then closed. Everyone helps heave the wheeled table back over the workshop floor to a giant press – which is where the real alchemy happens. Bolts the size of fists are driven home, and the transformation begins. For three hours the mould cooks at 120o C and with twelve tons of pressure; inside the resin hardens, and a frame is born from the cloth.




Many hours later we’re back where this story began, staring down at the heavy aluminium mould, waiting for the dramatic unveiling. This is the stage that distinguishes the best carbon fibre frames from those of poorer quality. This is the stage where lesser manufacturers hide poor joints; imperfections and bubbles can be filled with filler, sanded smooth, and then painted over. Released from the mould, the frame passes to the experienced eye of Neil. On a busy desk he works carefully from 180 grit sandpaper, down to 500 grade, carefully removing excess resin and tiny sections of overflow from the mould. Without breaking focus he adds, “We’re really happy with the frames now. We’ve shown them to many experts and they all ask, ‘Where’s the filler?’” Holding the frame up, the beautiful chevron bookending of the carbon, though dull without its final clear coat, catches the fluorescent light. Each frame that comes off the mould draws a crowd, the entire team carefully checking over each and every fibre to ensure perfection. Once sanded, the headset and BB cups are bonded neatly into the frame, then the frame is hung for seven days to fully harden. The bonding agent is incredibly strong, in fact stronger than the material it is bonding: after 600,000 cycles, the chainstays sheared at the metal, not the bond. ”Perhaps we should fabricate a bike out of the bonding agent!” Neil jokes.

While the idea of a Hope bike has been floating around the factory for a long time, once started the geometry was set quite early. In fact, the fourth bike out of the mould is still being ridden hard today. That very bike hung around the workshop for a few months, nobody quite sure what to do next with so much at stake. How would it ride? Were the years worth it? Then one day, someone took outside and sent it down the iconic steps at the front of the factory and then jumped off a wall – the cherry had been popped! Ten staff then headed immediately up onto the Yorkshire moors and took turns throwing it down the hill. The chainstays of this original bike still bears the scars from that first day of hammer – they had a bike, and it was good.





Hope finally have their own bike. What started as a dream of the founders Ian Weatherill and the late Simon Sharp to build a bike for the Hope family has now become a reality, and it’s a reality that will also be available to their biggest fans, selling five hundred bikes a year. Hope never intended to be a boutique builder or even sell the bike; instead they wanted to see if they could manufacture a reliable and elegant bike that would soldier on year after year, taking on everything from Alpine descents to the toughest Yorkshire grit. This is alchemy, but cooked up by people in Five Ten shoes who ride the pumptrack at lunch.

For more info about Hope and the HB.160 head to: hopetech.com
Did you enjoy this article? If so, we would be stoked if you decide to support us with a monthly contribution. By becoming a supporter of ENDURO, you will help secure a sustainable future for high-quality mountain bike journalism. Click here to learn more.
Words & Photos:




